| 技术参数 | 单位 | 工频LW630*1260-N | 三变频LW630*1260BP-N | 双变频LW630*1260BP-N | ||
| 转鼓直段內径 | mm | 630 | ||||
| 转鼓工作长度 | mm | 1260 | ||||
| 转鼓**高转速 | r/min | 2200(清水) | ||||
| **大分离因数(G力) | 1700 | |||||
| 转鼓工作转速 | r/min |
1600、1400、1150 (更换皮带轮) |
≤1800可调 (推荐1000~1800) | |||
| 工作转速分离因数(G力) | 967~740 | ≤1140 | ||||
| 推料噐差转速 | r/min | ~25 | ≤30可调 | |||
| **大处理量(密度≤1.1g/cm3#p#分页标题#e#) | m3/h | 50~60 | 50~80 | |||
| 主电机 | 型号 | YB2-250M-4/280S-4 | YB2-280S-4 | |||
| 额定功率 | kW | 55/75 | 75 | 75 | ||
| 额定转速 | r/min | 1480 | 1480 | |||
| 辅电机 | 型号 | YB2-180L-6 | YB2-180L-6 | |||
| 额定功率 | kW | 15 | 15 | |||
| 额定转速 | r/min | 970 | 970 | |||
| 单螺杆供料泵 | ||||||
|
技术参数 |
型号 |
XG135-0.6 |
XG105-0.6 (变频调速) |
|||
| 转速 | r/min | 88~238 | ||||
| 流量 | M3/h | 15~72.3 | 14.7~44 | |||
| 压力 | MPa | 0.6 | 0.6 | |||
| 电机功率 | kW | 30 | 15 | |||
| 立式 / 卧式砂泵(带流量控制器**技术) | ||||||
| 技术参数 | 型号 | LSB2*3 / SB2*3J | LSB2*3 / SB2*3J | |||
| 转速 | r/min | 1500(同步转速) | 1500(同步转速) | |||
| 流量 | M3/h | 70 | 70 | |||
| 压力 | MPa | 0.17 | 0.17 | |||
| 电机功率 | kW | 11 | 11 | |||
| 主机外形尺寸 | mm | 3614×1873×1792 | ||||
| 总质量 | kg | 5000 | 6000(含变频柜) | 5800(含变频柜) | ||
| 离心式供料泵 | 螺杆式供料泵 |
|
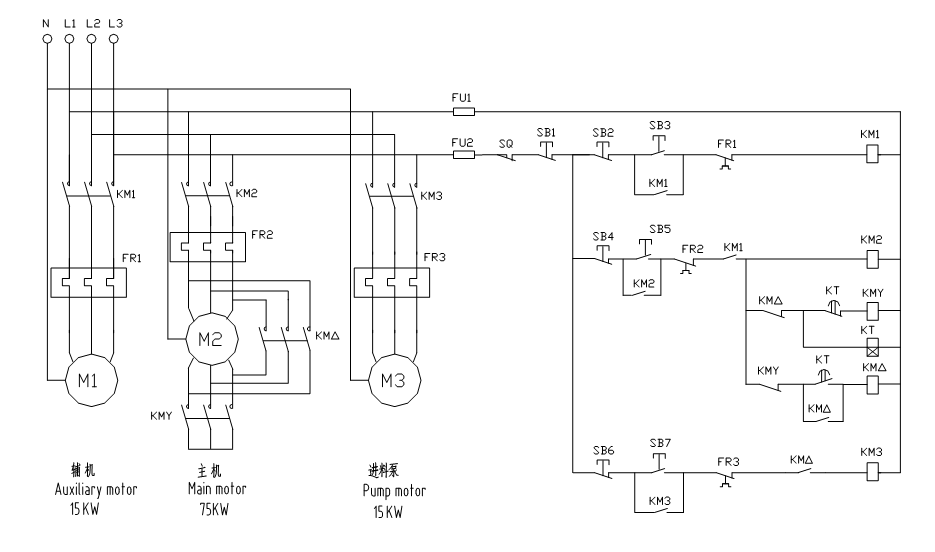
A. 接通前级总电源; B. 启动辅电机**转速正常; C. 延时20秒钟后启动主电机**运转正常; D. 主电机运转10分钟后,关闭进料阀,启动供料泵电机**运转正常; E. 逐渐打开进料阀,达到所需处理量。 |
A.接通前级总电源; B.启动辅电机**转速正常; C.延时20秒钟后启动主电机**运转正常; D.主电机运转10分钟后,全开进料阀,启动供料泵; E.通过无级变速器,调节泵转速,逐渐加速达到所需处理量。 |
| 离心式供料泵 | 螺杆式供料泵 |
|
A. 关闭进料阀,停止供料泵; B. 开启液相出口的旁通阀门,关闭主管道阀门; C. 打开清水阀和转鼓护罩清洗阀门,让离心机继续运转5~10分钟,观察溢流口,液流较清、排渣口不再排渣时方可关闭上述各阀; D. 停止主电机; E. 延时后自动停辅电机; F. 断开前级电源; G. 打开液相出口的主管道阀门,关闭旁通阀门。 |
A. 先关停供料泵,然后关闭进料阀; B. 开启液相出口的旁通阀门,关闭主管道阀门; C. 打开清水阀和转鼓护罩清洗阀门,让离心机继续运转5~10分钟,观察溢流口,液流较清、排渣口不再排渣时方可关闭上述各阀,还应彻底清洗供料泵; D. 停止主电机; E. 延时后自动停辅电机; F. 断开前级电源; G. 打开液相出口的主管道阀门,关闭旁通阀门。 |
| 离心泵供料 | 螺杆泵供料 |
|
A.接通前级电源,给变频控制装置供电。 B.启动辅电机,升速**10Hz以上。 C.在5分钟内启动主电动机,升速**要求的工作转速/频率;同时使辅电机升速**所需转速/频率。 D.关闭进料阀,换装流量控制器匹配的节流元件,以免进料超量形成堵料故障,然后再启动供料泵,开启进料阀。 |
A.接通前级电源,给变频控制装置供电。 B.启动辅电机,升速**10Hz以上。 C.在5分钟内启动主电动机,升速**要求的工作转速/频率;同时使辅电机升速**所需转速/频率。 D.开启进料阀,启动供料泵,通过对应的加减速旋钮调升驱动泵电机的工作转速/频率,使达到处理量。 |
| 离心泵供料 | 螺杆泵供料 |
|
A.先关闭进料阀,然后关停供料泵。 B.开启液相出口的旁通阀门,关闭主管道阀门; C.打开清水阀和转鼓护罩清洗阀门,让离心机继续运转5~10分钟,观察溢流口,液流较清、排渣口不再排渣时方可关闭上述各阀; D.停止主电机; E.延时后自动停辅电机; F.断开前级电源; G.打开液相出口的主管道阀门,关闭旁通阀门。 |
A.先关停供料泵,然后关闭进料阀。 B.开启液相出口的旁通阀门,关闭主管道阀门; C.打开清水阀和转鼓护罩清洗阀门,让离心机继续运转5~10分钟,观察溢流口,液流较清、排渣口不再排渣时方可关闭上述各阀,还应彻底清洗供料泵; D.停止主电机; E.延时后自动停辅电机; F.断开前级电源; G.打开液相出口的主管道阀门,关闭旁通阀门。 |
| 泥浆密度(g/cm3) | 节流元件孔径 |
|
1.37 1.6 1.81~1.9 2.39 |
Φ18(不装节流元件,由球阀开度控制) Φ14 Φ10 Φ7,稀释液孔径Φ8 |
| 润滑点编号 | 润滑部位 | 润滑脂牌号 | 润滑周期 | 替代油品牌号 |
| 1 | 大端主轴承 | 2#极压锂基润滑脂 | 48小时 |
二硫化钼锂基润滑脂 7417(2#)锂基润滑脂 SKF ALFLUB LGMT2、 SHELL ALVANIA EP2、ESSO BEACON EP2、MOBIL MOBILLUX EP2、BP ENERGREASE LS EP2等 |
| 2 | 小端主轴承 | |||
| 3 | 差速器 | 冬季15#、夏季18#双曲线齿轮油 | 三个月 | 壳牌150#极压齿轮油等 |
| 4 | 偶合器 |
20#/30# 透平油 |
5000小时 | 6#液力传动油、20#机油等 |
| 5 | 供料泵轴承 | 2#极压锂基润滑脂 | 150小时 | 同上1~2 |
| 序号 | 故障 | 原因 | 排除方法 | 预防 |
| 1 | 电机不能启动 |
1.电源未供上; 2.扭矩过载装置的行程开关未复位; 3.控制柜元件损坏。 |
1.先检查行程开关是否复位,然后请专业电工检查外围电源是否正常; 2.请专业电工检查控制柜元件。 |
|
| 2 |
螺旋推料器卡死 (现象:不排渣,螺旋不能相对于转鼓旋转,扭矩过载装置脱开,安全销可能剪断,行程开关触发。) |
1.进料量过大或泥浆固相含量过高引起螺旋推料器过载,扭矩过载保护装置脱开后螺旋推料器无法排渣,造成鼓内泥砂淤积,堵死螺旋; 2.排渣口堵塞。 |
1.先检查排渣口是否堵塞,必要时清洗排渣口; 2.更换安全销,复位过载装置; 3.止住转鼓,用手来回盘动差速器输入皮带轮,同时往转鼓内冲入清水,排出淤积的泥砂。不要强行单向盘动,否则可能使过载保护装置再次脱开。直**在工作方向能盘动50圈以上(此时螺旋推料器相对转鼓转动了1圈),方可认为排淤完毕; 4.空载启动,确认螺旋推料器已能正常工作。 |
1.必要时修改生产工艺,减少处理量或泥浆固相含量; 2.开机时应逐渐打开供料阀门,切勿突然开启。 |
| 3 | 机器振动加剧 |
1.上次工作完毕后未能彻底清洗转鼓,转鼓内有干结沉渣; 2.轴承磨损; 3.动平衡被破坏; 4.减振器失效; 5.起动或停机时,中等程度的振动出现在临界转速点附近。 |
1.检查螺旋推料器是否卡死,若已抱死,按故障二的方式处理; 2.若螺旋推料器没有卡死,先检查月牙板装配是否正确一致、耐磨套是否有明显破损、主轴承是否损坏(用手盘动转鼓,检查轴承转动是否有卡阻)、连接螺钉是否脱落等。检查正常后,用清水反复冲洗转鼓,同时盘动螺旋推料器,以排出沉渣。空载启动,确认故障已排除; 4.必要时更换减振器; 5.临界转速点的振动不需要处理。 |
1.每次工作完毕后必须彻底清洗转鼓,在冬季,还必须通过放水螺孔彻底放空转鼓内的积水,以免结冰; 2.严格按照规范启动机器,调节月牙板时必须同时一致调节; 3.按规定润滑轴承,经常监测轴承座的温升情况。 |
| 4 | 偶合器易熔塞熔化 | 直接原因是偶合器过载,油温升高。过载的原因一般为进料量过大或泥浆固相含量过高、排渣口堵塞、主轴承损坏、工作油过多或过少。 |
1.参照故障一、故障二检查过载原因,并相应处理; 2.检查偶合器油量; 3.更换易熔塞。 |
1.经常监测偶合器的温升情况,一般正常运行温度小于90℃; 2.按规定润滑轴承,经常监测轴承座的温升情况; 3.必要时修改生产工艺,减少处理量或泥浆固相含量。 |
| 5 | 差速器声音异常 |
1.差速器润滑油油品或油量不当; 2.差速器齿轮磨损; 3.差速器轴承损坏。 |
一旦发现差速器声音异常,应立即停机,通知专业机械师处理。或更换新的差速器。 | 定期检查和更换差速器润滑油,选择正确的油品。 |
| 6 | 固相排出量少或几乎没有 |
1. 接线错误造成旋转方向错误; 2.传动胶带打滑或偶合器油不足,造成转鼓速度不够; 3.泥浆物理性能不合适; 4.螺旋推料器叶片严重磨损; |
1.shou先检查主传动和辅传动旋转方向是否正确,然后检查传动胶带是否松弛、偶合器油是否不足,并做相应的处理。必要时测量转鼓转速; 2.若以上均正常,可检查泥浆粘度是否过高、固相含量是否过少、固相液相密度差是否太小、微粒是否太细等; 3.若使用年限较长,且固相排出量逐渐减少,而其它情况均正常,可以初步判断螺旋推料器叶片严重磨损,应更换或大修螺旋推料器。 |
1.定期检查胶带的松紧情况和偶合器油位; 2.正确连接电机电缆; 3.制定正确的泥浆处理技术方案。 |
| 序号 | 零件号 | 类别 | 名 称 | 型号规格 | 数量 | 备注 |
| 1 | 630GJ-001 |
工 具 |
黄油枪 | A100 | 1 | |
| 2 | 630GJ-002 | 内六角扳手 | 3、6、8、10、14 | 各1 | 共5支 | |
| 3 | 630GJ-003 | 偶合器顶出螺杆 | 1 | 仅配出口机型 | ||
| 4 | 630GJ-004 | 梅花扳手 | 1 | |||
| 4 | YOXP450-011 |
备 件 |
偶合器易熔塞 | 2 | ||
| 5 | 520NGW48-011 | 差速器安全销 | 10 | |||
| 6 | 630FC-001 | 胶条 | 7 | |||
| 7 | 630LBJ-024 | 三角胶带 | SPB2580 | 7 | ||
| 8 | 630LBJ-013 | 三角胶带 | SPA2260 | 4 | ||
| 9 | 630LBJ-050 | 直通式压注油杯 | M10×1 | 4 | ||
| 10 | 630LBJ-019 | 主带轮(工频配不同转速使用) | 工频时,根据用户要求配给 | 1 |

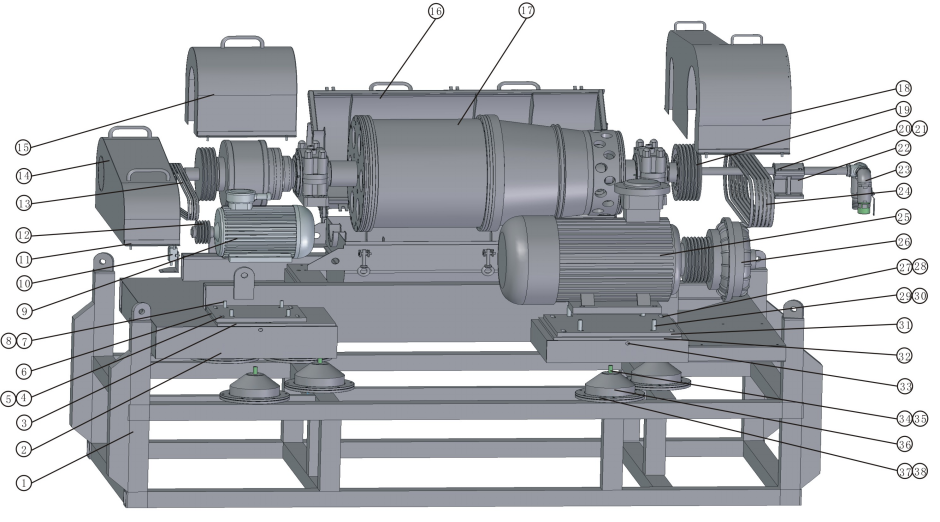
| 序号 | 零件号 | 代号/规格 | 名称 | 数量 |
| 1 | 630LBJ-001 | L6.2-5.0 | 高架吊篮 | 1 |
| 2 | 630LBJ-002 | L6.1-3.0 | 主机座 | 1 |
| 3 | 630LBJ-003 | L6.2-3.13 | 辅电机板 | 1 |
| 4 | 630LBJ-004 | GB/T5783-2000 | 螺栓M16×45 | 1 |
| 5 | 630LBJ-005 | GB/T96.2-2002 | 大垫圈M16 | 4 |
| 6 | 630LBJ-006 | L6.2-3.14.0 | 辅电机活动板 | 1 |
| 7 | 630LBJ-007 | GB/T37-1988 | T形螺栓M16×60 | 4 |
| 8 | 630LBJ-008 | GB/T6170-2000 | 螺母M16 | 4 |
| 9 | 630LBJ-009 | YB2-180L-6 | 辅电机 | 1 |
| 10 | 630LBJ-010 | L6.1-9.0 | 过载保护装置 | 1 |
| 11 | 630LBJ-011 | GB/T70.1-2000 | 内六角螺钉M10×30 | 14 |
| 12 | 630LBJ-012 | L6.1-8.3 | 辅电机带轮 | 1 |
| 13 | 630LBJ-013 | SPA/SPZ | 辅传动皮带 | 4 |
| 14 | 630LBJ-014 | L6.1-8.0 | 辅传动护罩 | 1 |
| 15 | 630LBJ-015 | L6.2-10.0 | 差速器护罩 | 1 |
| 16 | 630LBJ-016 | L6.1-4.0 | 分料箱和转鼓护罩 | 1 |
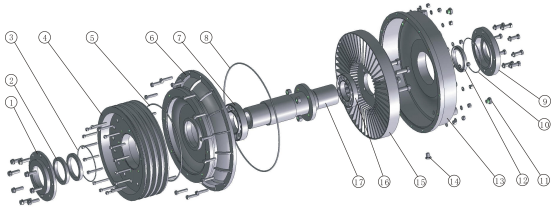
| 17 | 630LBJ-017 | L6.1-2.0 | 旋转件总成 | 1 |
| 18 | 630LBJ-018 | L6.1-11.0 | 主传动护罩 | 1 |
| 19 | 630LBJ-019 | L6.1-2.1 | 主带轮 | 1 |
| 20 | 630LBJ-020 | GB/T5783-2000 | 螺栓M12×40 | 4 |
| 21 | 630LBJ-021 | GB/T93-1987 | 弹簧垫圈12 | 4 |
| 22 | 630LBJ-022 | L6.1-4.2.0 | 进料管座 | 1 |
| 23 | 630LBJ-023 | L6.1-12.0 | 进料管总成 | 1 |
| 24 | 630LBJ-024 | SPB | 主传动皮带 | 7 |
| 25 | 630LBJ-025 | YOXP-450/420 | 液力偶合器 | 1 |
| 26 | 630LBJ-026 | YB2-250M-4/280S-4 | 主电机 | 1 |
| 27 | 630LBJ-027 | GB/T5783-2000 | 螺栓M20×60 | 4 |
| 28 | 630LBJ-028 | GB/T96.2-2002 | 大垫圈20 | 4 |
| 29 | 630LBJ-029 | GB/T37-1988 | T形螺栓M20×80 | 4 |
| 30 | 630LBJ-030 | GB/T6170-2000 | 螺母M20 | 4 |
| 31 | 630LBJ-031 | L6.1-3.11.0 | 主电机活动板 | 1 |
| 32 | 630LBJ-032 | L6.2-3.17 | 主电机板 | 1 |
| 33 | 630LBJ-033 | L6.1-13.0 | 张紧机构 | 1 |
| 34 | 630LBJ-034 | GB/T5783-2000 | 螺栓M20×70 | 8 |
| 35 | 630LBJ-035 | GB/T93-1987 | 弹簧垫圈20 | 8 |
| 36 | 630LBJ-036 | JG4-5 | 减振器组件 | 8 |
| 37 | 630LBJ-037 | GB/T5783-2000 | 螺栓M12×30 | 48 |
| 38 | 630LBJ-038 | GB/T93-1987 | 弹簧垫圈12 | 48 |

| 序号 | 零件号 | 代号/规格 | 名称 | 数量 |
| 1 | 630LBJ-039 | 520NGW-48 | 差速器 | 1 |
| 2 | 630LBJ-040 | GB/T812-1988 | 圆螺母M110×2 | 1 |
| 3 | 630LBJ-041 | GB/T858-1988 | 止动垫圈110 | 1 |
| 4 | 630LBJ-042 | L6.1-2.7 | 差速器联轴盘 | 1 |
| 5 | 630LBJ-043 | GB/T70.1-2000 | 内六角螺钉M16×45 | 12 |
| 6 | 630LBJ-044 | L6.1-2.6 | 花键轴 | 1 |
| 7 | 630LBJ-045 | GB/T288-1994 | 滚动轴承22226EM | 1 |
| 8 | 630LBJ-046 | L6.1-1.4.3 | 轴承座上盖 | 2 |
| 9 | 630LBJ-047 | GB/T93-1987 | 弹簧垫圈24 | 8 |
| 10 | 630LBJ-048 | L4.3-1.6.2 | 盖形螺母M24 | 8 |
| 11 | 630LBJ-049 | GB/T825-1988 | 吊环螺钉M10 | 4 |
| 12 | 630LBJ-050 | GB/T7940.1-1995 | 黄油嘴M10×1 | 4 |
| 13 | 630LBJ-051 | GB/T118-2000 | 圆锥销A12×60 | 4 |
| 14 | 630LBJ-052 | GB/T70.1-2000 | 内六角螺钉M8×25 | 40 |
| 15 | 630LBJ-053 | L6.1-2.4.8 | 月牙板 | 6 |
| 16 | 630LBJ-054 | L6.1-2.4.9 | 甩泥环 | 3 |
| 17 | 630LBJ-055 | GB/T77-2000 | 紧定螺钉M8×25 | 6 |
| 18 | 630LBJ-056 | GB/T70.1-2000 | 内六角螺钉M6×16 | 6 |
| 19 | 630LBJ-057 | GB/T70.1-2000 | 内六角螺钉M16×40 | 10 |
| 20 | 630LBJ-058 | GB/T70.1-2000 | 内六角螺钉M16×50 | 40 |
| 21 | 630LBJ-059 | GB/T1096-2003 | 平键C16×105 | 1 |
| 22 | 630LBJ-060 | GB/T70.1-2000 | 内六角螺钉M16×20 | 2 |
| 23 | 630LBJ-061 | L6.1-2.4.10 | 大端盖半轴 | 1 |
| 24 | 630LBJ-062 | L6.1-2.4.6.0 | 直筒体 | 1 |
| 25 | 630LBJ-063 | L6.1-2.4.7.1 | 大端轴承盖 | 1 |
| 26 | 630LBJ-064 | L6.1-2.4.7.2 | 调整垫δ1 | 1 |
| 27 | 630LBJ-065 | GB/T9877.1-1988 | 油封FB130×160×12 | 2 |
| 28 | 630LBJ-066 | GB/T 276-1994 | 滚动轴承6022 | 1 |
| 29 | 630LBJ-067 | GB/T297-1994 | 滚动轴承32022 | 1 |
| 30 | 630LBJ-068 | L6.1-2.4.11 | 隔套 | 1 |
| 31 | 630LBJ-069 | GB/T858-1988 | 止动垫圈105 | 1 |
| 32 | 630LBJ-070 | GB/T812-1988 | 圆螺母M105×2 | 1 |
| 33 | 630LBJ-071 | L6.1-2.4.7.4 | 开口隔套 | 1 |
| 34 | 630LBJ-072 | GB/T119-2000 | 圆柱销6×45 | 3 |
| 35 | 630LBJ-073 | GB/T70.1-2000 | 内六角螺钉M12×40 | 6 |
| 36 | 630LBJ-074 | L6.1-2.4.7.5 | 花键套 | 1 |
| 37 | 630LBJ-075 | L6.1-2.4.7.6 | 挡板 | 1 |
| 38 | 630LBJ-076 | GB/T893.2-1986 | 孔用弹性卡圈78 | 1 |
| 39 | 630LBJ-077 | L6.1-2.4.7.3 | 大端轴承盒 | 1 |
| 40 | 630LBJ-078 | GB/T3452.1-2005 | O形圈212×3.55 | 1 |
| 序号 | 零件号 | 代号/规格 | 名称 | 数量 |
| 41 | 630LBJ-079 | L6.1-2.4.1 | 轴瓦 | 1 |
| 42 | 630LBJ-080 | GB/T812-1988 | 圆螺母M115×2 | 1 |
| 43 | 630LBJ-081 | GB/T858-1988 | 止动垫圈115 | 1 |
| 44 | 630LBJ-082 | GB/T70.1-2000 | 内六角螺钉M16×80 | 4 |
| 45 | 630LBJ-083 | L6.1-2.1 | 主带轮 | 1 |
| 46 | 630LBJ-084 | L6.1-2.2 | 涨套 | 1 |
| 47 | 630LBJ-085 | GB/T5783-2000 | 螺栓M8×20 | 16 |
| 48 | 630LBJ-086 | L6.1-1.1 | 盖侧挡泥板 | 2 |
| 49 | 630LBJ-087 | GB/T70.1-2000 | 内六角螺钉M10×30 | 12 |
| 50 | 630LBJ-088 | L6.1-1.2 | 轴承盖 | 2 |
| 51 | 630LBJ-089 | L6.1-2.3 | 轴套 | 1 |
| 52 | 630LBJ-090 | L6.1-1.3 | 开口环 | 2 |
| 53 | 630LBJ-091 | GB/T283-2007 | 滚动轴承NU226EM | 1 |
| 54 | 630LBJ-092 | L6.1-1.4.3 | 轴承座下座 | 2 |
| 55 | 630LBJ-093 | L6.1-1.4.1 | T型螺栓 | 8 |
| 56 | 630LBJ-094 | L6.1-1.5 | 内侧挡泥板 | 2 |
| 57 | 630LBJ-095 | GB/T1096-2003 | 平键C16×130 | 1 |
| 58 | 630LBJ-096 | GB/T70.1-2000 | 内六角螺钉M16×40 | 16 |
| 59 | 630LBJ-097 | L6.1-2.4.2 | 小端盖半轴 | 1 |
| 60 | 630LBJ-098 | GB/T70.1-2000 | 内六角螺钉M10×30 | 8 |
| 61 | 630LBJ-099 | L6.1-2.5.4 | 小端轴承盖 | 1 |
| 62 | 630LBJ-100 | GB/T3452.1-2005 | O形圈165×3.55 | 1 |
| 63 | 630LBJ-101 | GB/T9877.1-1988 | 油封FB130×160×12 | 2 |
| 64 | 630LBJ-102 | L6.1-2.5.3 | 挡圈 | 1 |
| 65 | 630LBJ-103 | GB/T5801-1994 | 滚针轴承NA4922 | 1 |
| 66 | 630LBJ-104 | L6.1-2.4.4 | 轴端挡圈 | 1 |
| 67 | 630LBJ-105 | GB/T70.1-2000 | 内六角螺钉M6×20 | 6 |
| 68 | 630LBJ-106 | L4.3-1.10.2 | 耐磨套 | 20 |
| 69 | 630LBJ-107 | GB/T70.1-2000 | 内六角螺钉M12×70 | 24 |
| 70 | 630LBJ-108 | L6.1-2.4.5.0 | 锥筒体 | 1 |
| 71 | 630LBJ-109 | L6.1-2.5.1.0 | 隔水管 | 1 |
| 72 | 630LBJ-110 | L6.1-2.5.4 | 小端轴承盒 | 1 |
| 73 | 630LBJ-111 | GB/T3452.1-2005 | O形圈71×3.55 | 1 |
| 74 | 630LBJ-112 | GB/T70.1-2000 | 内六角螺钉M6×20 | 8 |
| 75 | 630LBJ-113 | L6.1-2.5.5.0 | 螺旋推料器 | 1 |
| 序号 | 零件号 | 代号/规格 | 名称 | 数量 |
| 1 | YOXP450-001 | Y450-07 | 油封盖 | 1 |
| 2 | YOXP450-002 | HG4-692-67 | 油封110×140×14 | 2 |
| 3 | YOXP450-003 | GB/T3452.1-2005 | O形圈175×3.1 | 1 |
| 4 | YOXP450-004 | Y450-06 | 皮带轮 | 1 |
| 5 | YOXP450-005 | GB/T3452.1-2005 | O形圈330×4.6 | 1 |
| 6 | YOXP450-006 | Y450-05 | 涡轮 | 1 |
| 7 | YOXP450-007 | GB/T276-1994 | 轴承122 | 1 |
| 8 | YOXP450-008 | 475×4.6 | O形圈 | 1 |
| 9 | YOXP450-009 | Y450-01 | 油封盖 | 1 |
| 10 | YOXP450-010 | 140×3.1 | O形圈 | 1 |
| 11 | YOXP450-011 | JBT1000-1977 | 易熔塞M16×1.5 | 2 |
| 12 | YOXP450-012 | HG4-692-67 | 油封95×120×12 | 1 |
| 13 | YOXP450-013 | Y450-02 | 转壳 | 1 |
| 14 | YOXP450-014 | Y450-04 | 放油塞 | 1 |
| 15 | YOXP450-015 | Y450-03 | 泵轮 | 1 |
| 16 | YOXP450-016 | GB/T276-1994 | 轴承119 | 1 |
| 17 | YOXP450-017 | Y450-08 | 轴套 | 1 |
| 序号 | 零件号 | 代号/规格 | 名称 | 数量 | |||
| 1 | 520NGW48-001 | GB/T70.1-2000 | 内六角螺钉M12×30 | 1 | |||
| 2 | 520NGW48-002 | GB/T93-1987 | 弹簧垫圈12 | 1 | |||
| 3 | 520NGW48-003 | 548G-03 | 压板 | 1 | |||
| 4 | 520NGW48-004 | 548G-01 | 拨盘 | 1 | |||
| 5 | 520NGW48-005 | 548G-02 | 扭矩体 | 1 | |||
| 6 | 520NGW48-006 | GB/T308-2002 | 钢球φ8 | 3 | |||
| 7 | 520NGW48-007 | GB/T70.1-2000 | 内六角螺钉M8×20 | 3 | |||
| 8 | 520NGW48-008 | 548G-08 | 压盖 | 1 | |||
| 9 | 520NGW48-009 | 548G-06 | 垫圈 | 2 | |||
| 10 | 520NGW48-010 | GB/T1972-2005 | 碟形弹簧组合 | 10 | |||
| 11 | 520NGW48-011 | GB/T93-1987 | 圆柱销A10×55 | 1 | |||
| 12 | 520NGW48-012 | 548NGW-48-11 | **级太阳轮 | 1 | |||
| 13 | 520NGW48-013 | GB/T70.1-2000 | 内六角螺钉M8×30 | 4 | |||
| 14 | 520NGW48-014 | 548G-10 | 皮带轮 | 1 | |||
| 15 | 520NGW48-015 | GB/T894-1986 | 轴用挡圈60 | 1 | |||
| 16 | 520NGW48-016 | GB/T278-82 | 轴承60112 | 2 | |||
| 17 | 520NGW48-017 | 548G-11 | 挡圈 | 1 | |||
| 18 | 520NGW48-018 | 548G-09 | 轴承座 | 1 | |||
| 19 | 520NGW48-019 | GB/T70.1-2000 | 内六角螺钉M8×30 | 6 | |||
| 20 | 520NGW48-020 | 548G-07 | 支撑轴 | 1 | |||
| 序号 | 零件号 | 代号/规格 | 名称 | 数量 | |||
| 21 | 520NGW48-021 | HG4-692-67 | 油封SG38×56×12 | 1 | |||
| 22 | 520NGW48-022 | GB/T894-1986 | 轴用挡圈40 | 2 | |||
| 23 | 520NGW48-023 | GB/T279-64 | 轴承180308 | 1 | |||
| 24 | 520NGW48-024 | GB/T3452.1-2005 | O型密封圈90×2.65 | 1 | |||
| 25 | 520NGW48-025 | JBT1000-1977 | 油塞M18×1.5 | 4 | |||
| 26 | 520NGW48-026 | GB/T93-1987 | 铜垫片φ18 | 4 | |||
| 27 | 520NGW48-027 | 548G-12 | 前盖 | 1 | |||
| 28 | 520NGW48-028 | GB/T276-64 | 轴承6022 | 1 | |||
| 29 | 520NGW48-029 | 548G-04 | 差速器主体 | 1 | |||
| 30 | 520NGW48-030 | GB/T279-64 | 轴承180305 | 1 | |||
| 31 | 520NGW48-031 | GB/T276-64 | 轴承6022 | 1 | |||
| 32 | 520NGW48-032 | GB/T279-64 | 轴承180306 | 1 | |||
| 33 | 520NGW48-033 | GB/T276-1994 | 轴承1000834 | 1 | |||
| 34 | 520NGW48-034 | HG4-692-14 | 油封SD110×140×14 | 2 | |||
| 35 | 520NGW48-035 | GB/T3452.1-2005 | O型密封圈250×5.7 | 2 | |||
| 36 | 520NGW48-036 | 548NGW-48-18 | 后盖 | 1 | |||
| 37 | 520NGW48-037 | GB/T3452.1-2005 | 内六角螺钉M8×22 | 20 | |||